


Dexmet offers a standard line of expanded metal foils for EMI shielding.
MicroGrid® EM series of expanded foils are designed to cover most shielding applications, and serve as a "starting point" for custom designs tailored to user requirements.
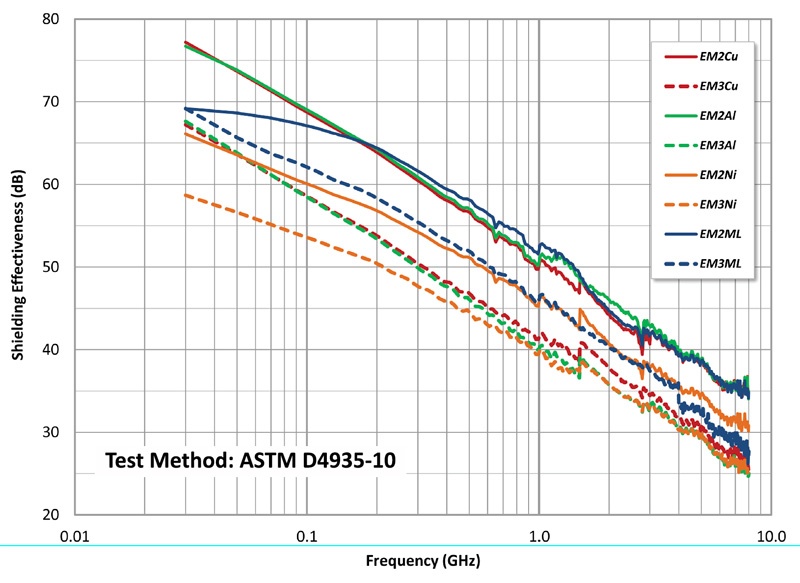
All material is tested using ASTM D4935-10 test standards that yield verifiable and accurate SE values that agree well with theory, with customer-reported results, and with measurements by independent laboratories.
Dexmet expanded foils retain the desirable properties of the materials from which they are formed. In the case of metals like copper and aluminum, this includes excellent shielding properties.
The key measure of merit for EMI shielding materials is “shielding effectiveness”. Shielding effectiveness is a measure of how well a material reduces (attenuates) electromagnetic field strength.
The SE of expanded metal foils is dependent on several factors, including:
These parameters can be controlled during manufacturing to yield meshes custom-tailored for weight, resistivity and shielding effectiveness.
Flexible and conformable, they are excellent for components, enclosures
Download this valuable white paper on the advantages of expanded foils for shielding applications.